50bb458519433-thumb.jpg (14.38 KB, 下载次数: 135)
下载附件 保存到相册
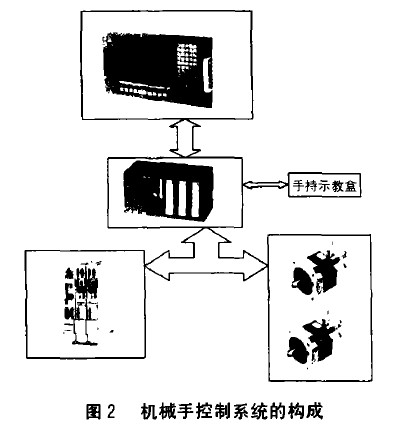
基于S7-300的交流伺服系统在汽车仪表板生产线上的应用
2015-4-27 22:55 上传
50bb4585198e1-thumb.jpg (19.64 KB, 下载次数: 154)
50bb458519d86-thumb.jpg (18.1 KB, 下载次数: 142)
50bb45851a33b-thumb.jpg (21.48 KB, 下载次数: 155)
50bb45851a88d-thumb.jpg (19.68 KB, 下载次数: 147)