53a3fb444043f-thumb.jpg (4.44 KB, 下载次数: 178)
下载附件 保存到相册
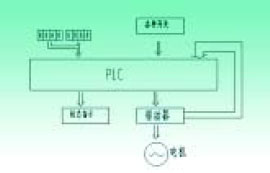
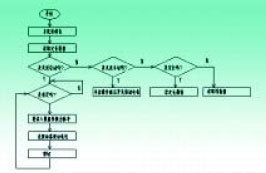
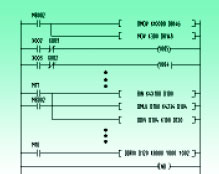
一套高精度的交流伺服定剪系统的设计方案
2015-4-27 23:24 上传
53a3fb9c07475-thumb.jpg (5.01 KB, 下载次数: 166)
53a3fb4444748-thumb.jpg (6.67 KB, 下载次数: 167)
53a3fb446e201-thumb.jpg (7.11 KB, 下载次数: 167)