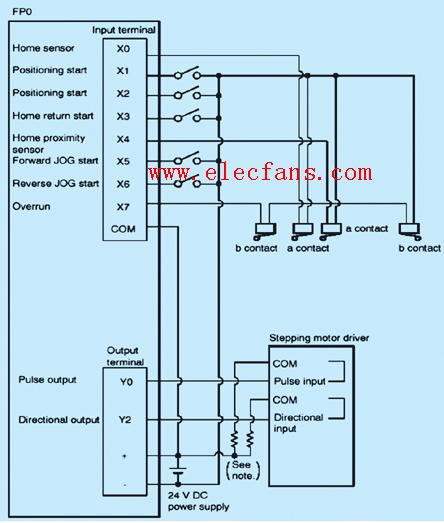
 LC输出口Y0、Y1以脉冲速率方式输入步进电机驱动器的Pulse input端,控制梳理机主电机和毛斗电机转速和位移。PLC输出口Y2、Y3以方向信号输入到驱动器Directional input端,控制梳理机电机的转向。输出点Y4、Y5是步进电机复位信号RST,每次开机对步进电机驱动器清零。PLC输入点X0以梳理机喂入量斗处的红外传感器作为输入信号,可调节喂入量斗的喂毛量。X1、X2作为步进电机的启动信号,X3作为步进电机复位信号。X4以为位置传感器作为输入信号,检测梳理机是否复位。可以利用当需要手动操作时,可通过PLC的手动输入信号X5、X6,以点动方式按制电机的正转或反转。控制关系为:X5=ON,电机正转;X6=ON,电机反转。
LC输出口Y0、Y1以脉冲速率方式输入步进电机驱动器的Pulse input端,控制梳理机主电机和毛斗电机转速和位移。PLC输出口Y2、Y3以方向信号输入到驱动器Directional input端,控制梳理机电机的转向。输出点Y4、Y5是步进电机复位信号RST,每次开机对步进电机驱动器清零。PLC输入点X0以梳理机喂入量斗处的红外传感器作为输入信号,可调节喂入量斗的喂毛量。X1、X2作为步进电机的启动信号,X3作为步进电机复位信号。X4以为位置传感器作为输入信号,检测梳理机是否复位。可以利用当需要手动操作时,可通过PLC的手动输入信号X5、X6,以点动方式按制电机的正转或反转。控制关系为:X5=ON,电机正转;X6=ON,电机反转。
| 欢迎光临 DIY编程器网 (http://diybcq.com/) | Powered by Discuz! X3.2 |