引言
低成本便携式焊机需求日益增长,尤其在发展中国家更是如此。分立式IGBT和MOSFET广泛应用于功率范围在 1.5kW至6kW的手动金属电弧焊(MMA)和钨极惰性气体保护焊(TIG)。这些焊机主要采用电流模式PWM控制和简单的技术,例如双管正激(TTF)、半桥(HB)式和全桥(FB)式,通常开通采用零电流开关(ZCS)且关断采用硬开关。对于这些配置,为了提高性能和降低系统成本,高频率是最重要的设计趋势之一。由于关断损耗大大减少,英飞凌的TRENCHSTOP 5 IGBT技术成为最有前景的选择,因为完全有能力满足焊机强大的技术要求。
相对于前代IGBT,TRENCHSTOP 5 IGBT提高了性能,且能够在高开关频率下运行。同时还适用于在适当的布局中直接替换开关频率达100kHz的传统高电压MOSFET。在较高的开关频率下运行能够减少磁性元件的尺寸和电容器的数量。然而,由于较高的di/dt和dv/dt可能引发关断时高压过冲、导通时振荡或EMI数据降级等问题,旧款 IGBT并不总能找到简单的“即插即用”替代品。
改善半桥拓扑结构
关断损耗大幅度减少可能导致转换器初级侧发生巨大的机构变化,从而简化了机构解决方案。这甚至会导致 PCB布局和栅极驱动器设计的进一步改进。因此,可以明显减少机器的尺寸和重量。图1显示了为此设计的焊机示范产品。这是一个单相4.5kW半桥MMA/TIG焊机。由于电源环路和单回路的布局均得到适当的改善,在这种情况下,可在每个开关中用一个IKW50N65H5 TRENCHSTOP 5 IGBT替代两个40A/600V IGBT。
此外,由于开关和导通损耗降低,器件温度也明显下降,甚至可以使用绝缘箔片。图2显示了英飞凌IGBT不同技术的外壳温度轮廓。从图中可以看到不同技术的外壳温度之间存在显著差异。尤其是TRENCHSTOP 5,外壳温度比以前的TRENCHSTOP硅低了40K。
进行的测试用于确定将关断时电压过冲保持在击穿电压80%以内的栅极电阻RG(off),从而将集电极-发射极电压限制在最大值VCE=520V。电路板的杂散电感越低,为满足限值所能选择的RG(off) 就越低。该测试同时考虑了最大集电极-发射极电压的振荡。事实上,本测试在低于200ns时的可接受值是-25V<VGE(max)<25V。
或者,可通过调整无源栅极网络在未经优化的布局中使用TRENCHSTOP 5。在这种情况下,通过引入关断大栅电阻和CGE/RCE栅极拑位结构,可再次将VCE与VGE过冲保持在可接受值的范围内。但是,这样做会明显减少使用 TRENCHSTOP 5 IGBT带来的好处。由此也突显出适当布局的重要性。
若要进一步减少电源板的杂散电感,可以在绝缘衬底的表面贴装组装中使用TRENCHSTOP 5 IGBT技术。这样得到的是更紧凑的解决方案,即高压侧和低压侧共用一个散热区。因此,诸如IMS或Al2O3陶瓷等特殊的IGBT绝缘需要额外的加强绝缘。引进的这些技术变化导致整个机器的尺寸和重量实现大幅度减少。图3是一个实例。在图中,新的设计使半桥MMA焊机示范产品比以前的示范产品尺寸减少了35%,重量减少了15%。
这种理念使得整体杂散电感能够达到40nH,如果采用不同的封装组装组合和全桥拓扑结构设计,则还可以进一步减少20nH。杂散电感的降低可使系统在超过100kHz的开关频率下运行,这意味着可以使用单个散热区提高功率密度并降低变压器尺寸,同时保证所需的直流母线电容器数量。
改善全桥拓扑结构
图4显示了另一个设计实例——3.5kW全桥高频率焊机。图中实例的设计目的是显示用全桥拓扑结构的 TRENCHSTOP 5替换传统的MOSFET,从而实现更低的成本、更佳的可制造性以及更高的可靠性。
TRENCHSTOP 5 IGBT技术的低关断损耗同样是新设计系统结构改进的关键促成因素。与MOSFET相比,有了这种功能再加上IGBT更高的载流能力,即可使用1个IGBT设备代替3个传统的高压MOSFET。由于需要的设备较少,可轻松地将功率级和驱动级集成到较小的电路板上,以此取代电源板上的驱动板。与这种常见的方法相比,新方法所需的总电路板面积比以前少了三分之一。而且,明显减少的电源环路寄生电感能够在较高的di/dt下关断 TRENCHSTOP 5,并将电压过冲保持在建议的规范内。
开发这种示范产品是为了简化结构并提高功率密度。有了这种硬件,就可以显示如何减少组装过程的工作量,这能够显著提高可制造性从而实现批量生产并降低系统成本。减少组件和布局优化意味着与商业解决方案相比,材料成本可减少30%左右,尺寸可减少30%而且重量可减少35%。
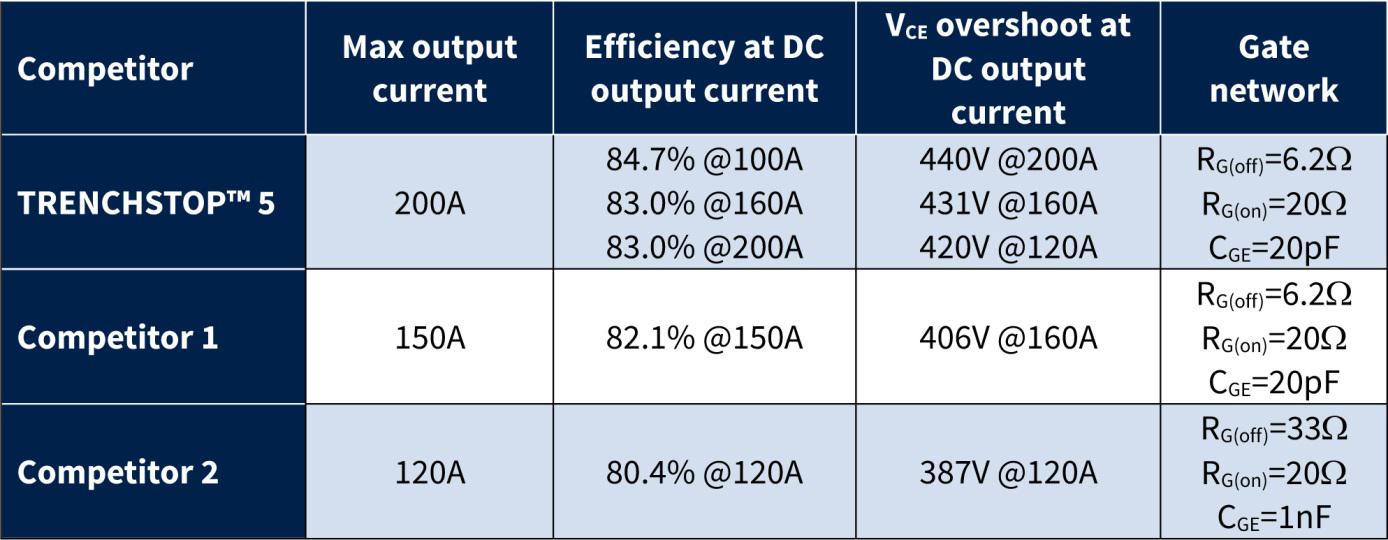
还进行了一次简单的基准测试,在100kHz时运行全桥电焊平台,以检查其在高频率运转时的性能。测试范围是在保持IGBT外壳与周围环境之间的相同温度波动的同时,测量最大输出电流。与此同时还监测系统效率和最大的集电极-发射极和栅极-发射极电压过冲。为了进行正确的比较,驱动设置始终保持不变,直至系统不稳定或引发故障。表1对测试结果进行了总结。
在100kHz的工作频率下,TRENCHSTOP 5表现出任何其他类似设备均无法达到的性能。H5 IGBT提供的输出电流比最好的替代品高出30%,提供的输出直流电流比排名第二好的方案高出70%,同时避免了平滑驱动波形所需的额外工作。
在焊机达到最大输出电流时,H5 IGBT表现出比任何其他选择的性能高出1%至3%。这使得焊机能够实现更高的能效等级。
半桥式外壳出现的集电极-发射极电压过冲略高,但在大多数情况下不会引起问题。首先,在200A时,过冲的绝对值限制在430V,其次,H5 IGBT的击穿电压比大多数市售的同类设备多50V的裕量。
图1(a)4.5kW半桥焊机示范产品和(b)时间标度为10?s/div时的相关波形。绿色波形,20A/div时的IGBT集电极电流。蓝色波形,100V/div时的IGBT VCE。紫色波形,100A/div时的输出电流。红色波形,10V/div时的IGBT VGE。
图2在4.5kW焊机示范产品上使用不同的英飞凌IGBT系列的散热效果
图3第二个4.5kW半桥焊机示范产品
图4(a)3.5kW全桥焊机示范产品和(b)时间标度为2?s/div时的相关波形。红色波形,100V/div时的IGBT VCE。绿色波形,20/div时的高频率变压器初级侧电流
表1全桥示范产品的基准测试结果 | 





 雷达卡
雷达卡
 发表于 2015-4-27 23:23:58
发表于 2015-4-27 23:23:58


 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 微信
微信 收藏
收藏 分享
分享 支持
支持 反对
反对 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 显身卡
显身卡